
Audio player docked to bottom

Lyt til artiklen
Kort fortalt
Viskositet er den oftest citerede smøreolieegenskab — og den oftest fejllæste. Tre ting er værd at holde adskilt. Målemetoder (ASTM D445, D7042, D7483) måler viskositeten; de fastsætter ingen grænse. Viskositetsindekset (ASTM D2270) beskriver, hvordan viskositeten ændrer sig med temperaturen mellem 40 og 100 °C — det er en konstruktionsparameter, ikke en kvalitetskarakter, og det siger intet om oxidationsstabilitet, additiver eller selve viskositetsniveauet. ISO VG (ISO 3448) er indkøbets korte form for viskositeten ved 40 °C, og den står uafhængigt af VI: en VG 32-olie kan have VI 95 eller VI 160. Læs hvert viskositetstal med dets måleusikkerhed.
1. Begynd med fornemmelsen
De fleste har en fornemmelse for viskositet, længe før de møder ordet. Vand løber af hånden; honning hænger ved skeen. Kold honning er værre end varm honning — den vil næsten ikke flytte sig. Netop den sidste iagttagelse betyder mere, end den ser ud til, for den rummer hele historien: viskositet er modstand mod at flyde, og den afhænger af temperaturen.
I en maskine er den modstand ikke en gene — den er selve opgaven. Oliefilmen i et leje eller et tandhjulsindgreb skal være tyk nok til at holde to metalflader adskilt under belastning og tynd nok til ikke at spilde energi på at blive æltet rundt. Oliens viskositet er det, der afgør den balance. Er den for tynd, bryder filmen sammen; er den for tyk, kæmper maskinen mod olien. Så inden et eneste tal kommer på bordet, kan vi slå tanken fast: viskositet er den egenskab, der optager belastningen og adskiller fladerne — og den er ikke konstant, den falder, efterhånden som olien bliver varm.
2. To viskositeter, én sammenhæng
Der er to viskositeter, og forskellen er fysisk, ikke et valg af metode.
Dynamisk viskositet (η) er "ratio between applied shear stress and rate of shear at a given temperature" (ASTM D7483-21, §3.1.2, p. 2). Enheden er millipascalsekund (mPa·s, tidligere centipoise, cP) (ASTM D445-24, §1.4, p. 1). Det er den viskositet, der tæller, når en kraft driver strømningen — en pumpe, der skubber olie, eller et belastet leje, der forskyder en film.
Kinematisk viskositet (ν) er "ratio of dynamic viscosity to density at a given temperature; a measure of resistance to flow of a liquid under gravity" (ASTM D7483-21, §3.1.3, p. 2). Enheden er mm²/s (tidligere centistoke, cSt) (ASTM D445-24, §1.4, p. 1). Det er, hvad man får, når tyngdekraften alene driver strømningen.
De to hænger sammen i én relation:
kinematisk viskositet er lig dynamisk viskositet divideret med densitet (ASTM D7483-21, §14, p. 5; ASTM D445-24, §14.2, Eq. 3, p. 8, i den omvendte form ).
Det er her, det meste litteratur om smøreolie bliver upræcis. Dynamisk og kinematisk viskositet er ikke "to metoder" eller to enheder for det samme — det er to fysiske størrelser, der er bundet sammen af densiteten. Industriel smøring angiver den kinematiske viskositet i mm²/s, ved de to universelle rapporteringstemperaturer 40 °C og 100 °C. Det skyldes, at kapillærreferencemetoden måler den tyngdedrevne strømning direkte, og at netop de to temperaturer er grundlaget for viskositetsindekset (ASTM D2270-24, §1.1, p. 1). Den dynamiske viskositet kommer i spil igen, hver gang det er en kraft og ikke tyngdekraften, der driver filmen.
3. Hvorfor tribologien interesserer sig for det
Viskositeten afgør filmtykkelse, belastningsevne, friktionstab og varmebortledning — og det er derfor, den er det første, en asset manager ser på, når der er tvivl om en olie.
Kvalitativt afhænger det smøreregime, en komponent kører i, af, om olien kan opbygge en film ved den hastighed, belastning og temperatur, den udsættes for. Når filmen er tyk nok til at holde fladerne helt adskilt, er friktionen lav, og slid flade mod flade er stort set elimineret — selv om udmattelsesmekanismer som rulleudmattelse og mikropitting stadig kan udvikle sig under en ellers tilstrækkelig film, hvilket er et rutinemæssigt fund i vindmøllegear. Efterhånden som filmen bliver tyndere — ved lav hastighed, høj belastning eller høj temperatur — begynder fladerne at røre hinanden på de højeste punkter, friktionen stiger, og slidet sætter ind. Presses det videre, når man metal-mod-metal-kontakt. Den modsatte fejl er lige så virkelig: en olie, der er for tyktflydende til sit formål, spilder energi på at blive æltet rundt og kører varm.
Den praktiske konsekvens for tilstandskontrol er ligetil. Viskositeten ved 40 °C er det første, vi tjekker i tilstandskontrol af gear- og hydraulikolie, for den besvarer to spørgsmål på én gang: er den rigtige smøreolie i systemet, og er bulkolien nedbrudt eller forurenet. En viskositet, der har forskudt sig væk fra sin grad, er sjældent et lille problem — det er som regel hovedfundet, mens årsagen (forkert efterfyldningsolie, indtrængen af brændstof eller opløsningsmiddel, oxidativ fortykkelse) ligger nedenunder.
Sammenhængen mellem smøreregime og driftsforhold blev første gang kortlagt af Richard Stribeck i hans forsøg med glidelejer omkring år 1900. At sammenhængen i dag er opkaldt efter ham og ikke efter Gümbel, skyldes mest, at det var Gümbel, der sammenfattede Stribecks resultater i den ene kurve. Selve gruppen på x-aksen blev senere trængt sammen af Mayo Hersey til ét dimensionsløst tal — Hersey-tallet, ηN/P, viskositet gange hastighed divideret med belastning (lærebøger kalder også den samme gruppe Stribeck-tallet, skrevet ηU/W). Plotter man friktionen mod det tal, får man Stribeck-kurven. Ved lavt Hersey-tal kører fladerne i grænsesmøring: ujævnhederne optager belastningen, og friktionen er høj. Efterhånden som tallet stiger, passerer kontakten gennem blandet og elastohydrodynamisk smøring og videre til fuld hydrodynamisk film, hvor friktionen når et minimum, før den stiger igen, fordi den viskose æltning tager overhånd.
Hvilket regime en kontakt havner i, afgøres kvantitativt af filmparameteren λ — filmtykkelsen divideret med den kombinerede overfladeruhed af de to flader. Under omkring λ ≈ 1 glider fladerne på hinanden; over omkring λ ≈ 3 er de reelt fuldt adskilte. Stribeck-kurven er friktionsbilledet af netop den overgang.
Grunden til, at viskositet er den første smøreolieegenskab, en ingeniør griber fat i, står skrevet i x-aksen: den sidder i tælleren. Øg viskositeten, øg hastigheden, eller aflast kontakten, og du flytter til højre — mod en tykkere, sikrere film. Det er også den tribologiske grund til, at et viskositetsindeks betyder noget og ikke bare er et tal på databladet: en olie med højt VI holder driftspunktet længere mod højre hen over temperaturområdet, så kontakten bliver i fuldfilm, efterhånden som maskinen bliver varm. Og friktionsminimum er ikke det punkt, man skal konstruere efter. Store lejer dimensioneres bevidst til at ligge til højre for minimum, med margin — for en stødbelastning eller en temperaturspids ved minimum sender kontakten direkte ned i blandet eller grænsesmøring, og et filmkollaps er næsten ikke til at rette op på. Det lille ekstra viskose tab er prisen for den sikkerhedsmargin. Det er hele det tribologiske argument for, hvorfor viskositet betyder noget, samlet i én kurve.
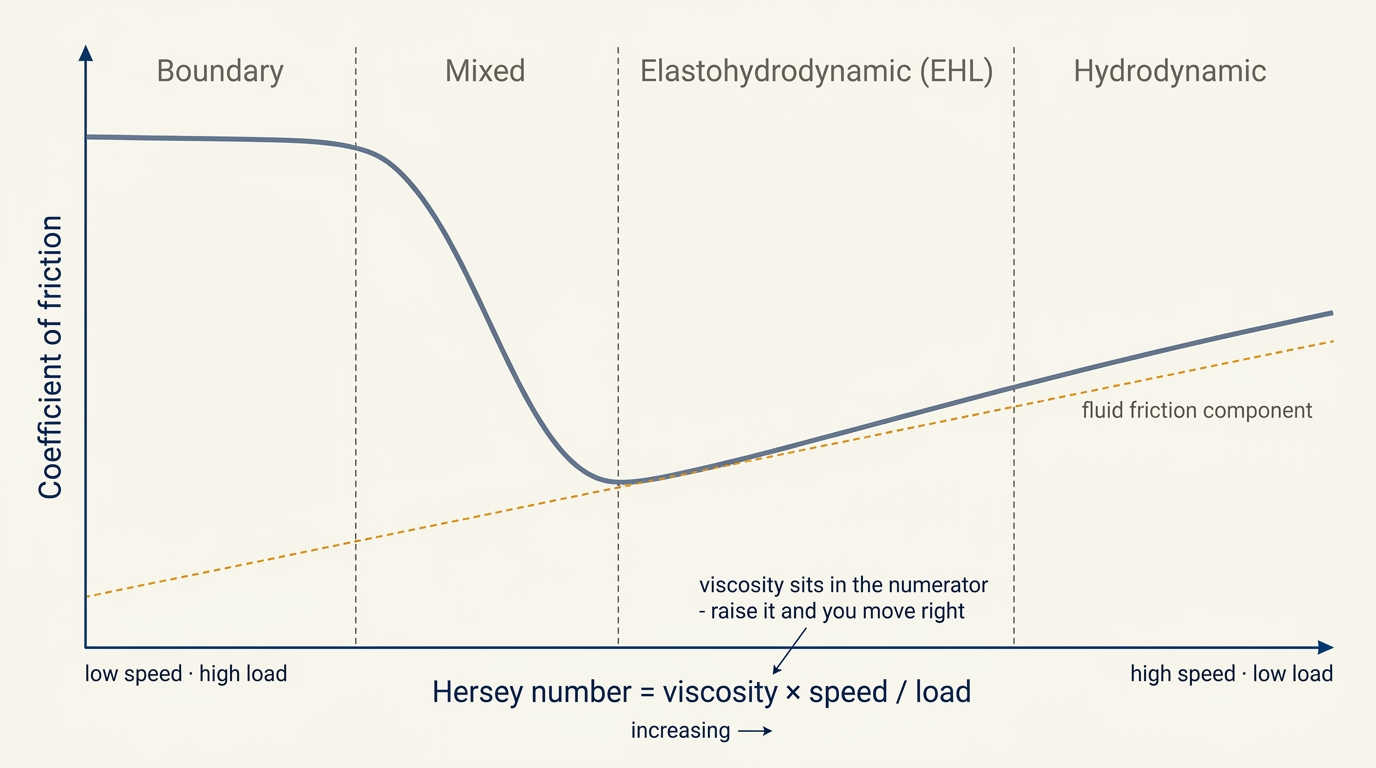
Vi viser kun den klassiske kurveform. Den nøjagtige placering af regimegrænserne afhænger af overfladefinish, geometri og driftspunkt og kan ikke tegnes som universelle tal — princippet, at for tynd fejler ved kontakt, og for tyk fejler ved tab, er det, der gælder uanset anvendelsen.
4. Hvordan viskositet måles
Tre metodefamilier dækker næsten alt industrielt viskositetsarbejde, og de afvejer præcision mod bekvemmelighed på måder, der er værd at kende, før man sammenligner to tal.
Kapillær — referencemetoden (ASTM D445 / ISO 3104). Et fast volumen olie flyder under tyngdekraften gennem et kalibreret glaskapillær, og man tager tid; den kinematiske viskositet er gennemløbstiden ganget med kapillærkonstanten, (ASTM D445-24, §14.1, Eq. 2, p. 8). Der laves to bestemmelser, som midles, med en mindste manuel gennemløbstid på 200 s (ASTM D445-24, §10.2, p. 6). Det er referencemetoden — når to metoder er uenige, er det den D445-baserede værdi, der gælder (ASTM D2270-24, §1.3.1, p. 1). Den er også den mest præcise: for færdigformulerede olier er reproducerbarheden omkring 1,2 % ved 40 °C (R = 0,0122x, ASTM D445-24, §17.2.2, p. 10).
Stabinger — rotation med samtidig densitet (ASTM D7042). En enkelt injektion på ≥5 mL måler dynamisk viskositet og densitet på samme tid, og den kinematiske viskositet beregnes som ν = η/ρ (ASTM D7042-25, §1.1 + §4.1, p. 1). Fordelen er den lille prøve og den gratis densitetsværdi. Mod D445-referencen er den kinematiske bias for baseolier 0,998·X ved 100 °C og 1,000·X ved 40 °C — mindre end D445's egen repeterbarhed, så for baseolier er den uden betydning; færdigformulerede olier bruger standardens korrektionstabel (ASTM D7042-25, §X1.1–X1.2 + Table X1.1, pp. 11–12).
Oscillerende stempel — felttransportabel (ASTM D7483). Et magnetisk drevet stempel tidtages i et kammer af rustfrit stål og giver dynamisk viskositet, hvorfra den kinematiske viskositet udledes (ASTM D7483-21, §4.1, p. 2). Den klarer uigennemsigtige olier og kører automatisk, hvilket gør den til et godt screenings- og trendværktøj. Men dens præcision er langt bredere — reproducerbarheden er i størrelsesordenen 17 % ved ~200 mPa·s (ASTM D7483-21, §16.1.2, p. 5) — så den er ikke en erstatning for et kapillærresultat, når et tal skal kunne holde.
Rapporteringsreglen gælder dem alle: D445 angiver kinematisk viskositet med fire betydende cifre, med prøvetemperaturen (ASTM D445-24, §15.1, p. 8). En viskositetsværdi uden sin temperatur er ikke et resultat. Det er den hyppigste udeladelse i leverandør- og fagpresseindhold, og det er grunden til, at en "viskositet på 46" intet siger, før man ved, om den er ved 40 °C eller 100 °C.
For den nysgerrige — viskositet i koldt klima. For mineralsk isolationsolie ved meget lav temperatur tilpasser IEC 61868 kapillærmetoden med en 20 timers koldlagring for at indfange den ikke-newtonske voksadfærd, der opstår nær flydepunktet, og rapporterer et dobbelt resultat (IEC 61868:1998, §7.4 + §8.1.2, pp. 15–19). Det er en specialiseret gren af kapillærfamilien, relevant for nordiske transformeranlæg.
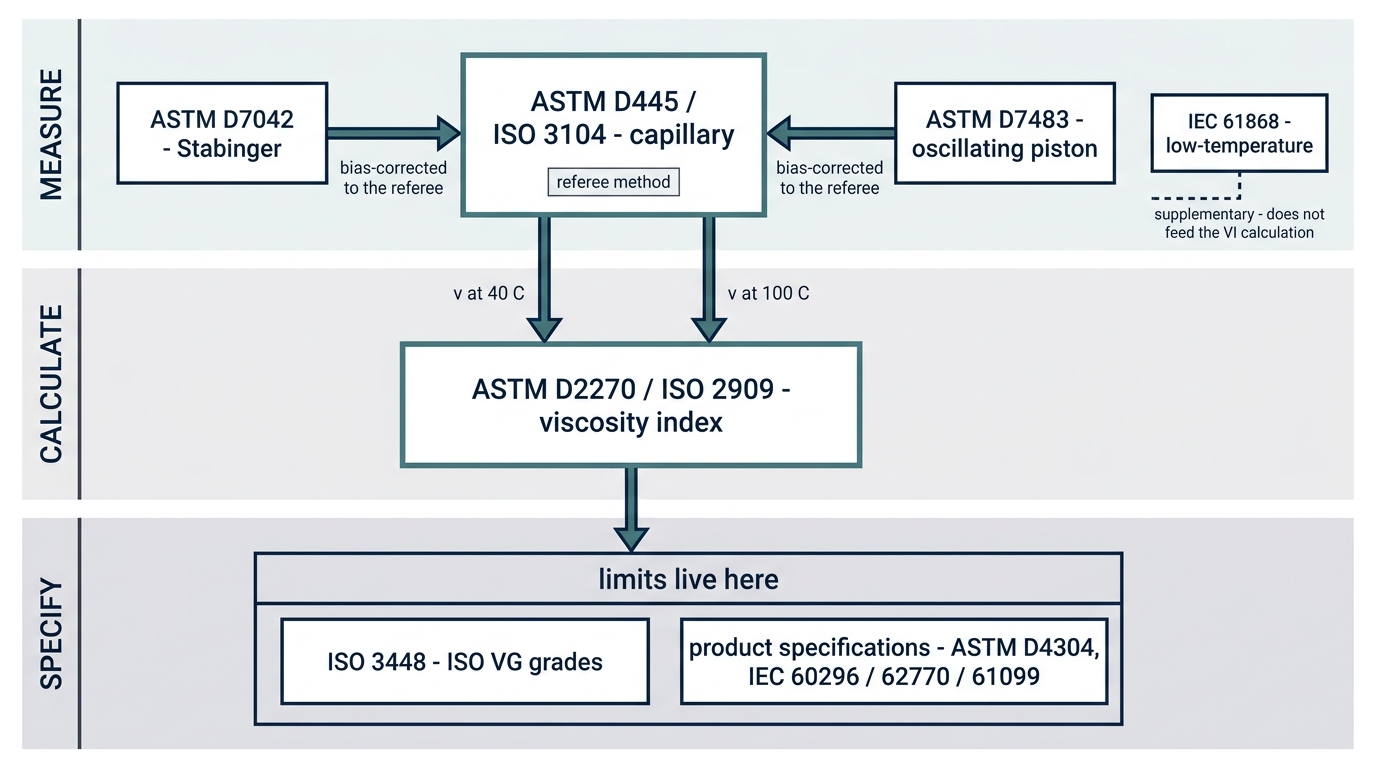
Det diagram rummer hele artiklens strukturelle pointe: ingen af disse målemetoder fastsætter en acceptgrænse. D445, D7042, D7483 og D2270 angiver alle, hvordan man måler eller beregner, aldrig en grænseværdi — som målemetode fastsætter D7042 ingen acceptgrænse, for dens formål er måling, ikke specifikation (ASTM D7042-25). Acceptgrænserne hører hjemme i produkt- eller vedligeholdelsesspecifikationen: ASTM D4304 for turbineolier, og IEC 60296 (mineralolie), IEC 62770 (naturester) og IEC 61099 (syntetisk ester) for transformervæsker, som hver fastsætter en viskositetsgrænse ved 40 °C. Når man holder et resultat op mod en grænse, kommer grænsen fra specifikationen, ikke fra målemetoden.
5. Hvorfor viskositeten falder med temperaturen
Når man opvarmer en olie, mindskes sammenhængskraften mellem molekylerne, så den flyder lettere — viskositeten falder, når temperaturen stiger. Det er derfor, rapporteringsreglen i §4 findes: et viskositetstal er meningsløst uden sin temperatur.
Selve faldet — viskositets-temperaturkurven — kan rettes ud til en linje. For mineralske olier og flydende kulbrinter plotter sammenhængen som en ret linje på ASTM D341's særlige diagrammer (MacCoull-relationen), så hvis man kender viskositeten ved to temperaturer, kan man aflæse den ved en tredje inden for et begrænset område (ASTM D341-20(2025), §1.1 + §4.1, p. 1). Et regneeksempel fra standarden gør det konkret: en væske målt til 70,0 mm²/s ved 40 °C og 10,0 mm²/s ved 100 °C har en beregnet kinematisk viskositet på 22,3 mm²/s ved 70 °C (ASTM D341-20(2025), §5.2–§5.3, p. 5). Det er præcis det spørgsmål, en pålidelighedsingeniør stiller, når laboratoriet rapporterer ved 40 °C og 100 °C, men lejet faktisk kører ved 70 °C.
To forbehold følger med. For det første vil andre væsker end kulbrinter "usually not plot as a straight line" på D341-diagrammerne (ASTM D341-20(2025), §3.1, p. 1). Den formulering er værd at læse præcist. Estervæsker er bygget på kulbrintekæder, men estergruppen indeholder ilt — kemisk ligger de uden for den strenge kulbrinteklasse, diagrammerne er udledt for. I praksis følger en natur- eller syntetisk ester ofte linjen pænt over et arbejdsområde, men standarden garanterer ikke længere lineariteten: interpolation mellem to målte punkter går som regel an, mens det er ved ekstrapolation ud over dem, at antagelsen stille svigter. Kontrollér mod et målt punkt, før du støtter dig til den. For det andet skal de to kendte punkter ved ekstrapolation ligge langt fra hinanden, ellers forringer måle- og tegnefejl skønnet alvorligt (ASTM D341-20(2025), §4.3, p. 5).
Viskositetsindekset er en sammentrængt udgave af netop denne kurve — det sammenfatter hældningen mellem 40 °C og 100 °C i ét tal. Det er ikke en model for viskositeten ved enhver temperatur, og netop den begrænsning bliver den næste misforståelse, der er værd at tage livet af.
6. Viskositetsindekset
Viskositetsindekset er "an arbitrary number used to characterize the variation of the kinematic viscosity of a petroleum product with temperature" (ASTM D2270-24, §3.2.1, p. 2). For olier med nogenlunde samme kinematiske viskositet betyder et højere VI en mindre temperatureffekt (ASTM D2270-24, §3.2.1.1, p. 2). En olie med højt VI holder bedre på sin viskositet hen over driftsområdet; en olie med lavt VI tynder mere ud, når den bliver varm.
Hvor skalaen kommer fra
Beregningen forankrer din olie mellem to referenceoliefamilier, der deler dens viskositet ved 100 °C: en L-reference defineret som VI = 0 (den dårligste temperaturadfærd) og en H-reference defineret som VI = 100 (den bedste) (ASTM D2270-24, §5.2.2, p. 2). L og H slås op i standardens referencetabel for 100 °C-viskositeter op til 70 mm²/s og beregnes med to andengradsligninger derover (ASTM D2270-24, Table 1, p. 3; ligning 1–2, §5.2.2, p. 2). Selve skalaen stammer fra slutningen af 1920'erne, hvor Dean og Davis byggede den på datidens bedste og dårligste råoliefamilier — paraffinsk i toppen, naftensk i bunden. Den historie genfortælles ikke længere i standarden, men den forklarer, hvorfor 0 og 100 ligger, hvor de gør. Moderne syntetiske olier og additiver skyder nu forbi den oprindelige 0–100-skala, hvilket er grunden til, at VI-værdier et godt stykke over 100 er almindelige, og til at standarden rummer en separat formel for dem.
To regimer, én beregning
Regnestykket har to tilfælde, alt efter hvor den målte viskositet ved 40 °C (U) ligger i forhold til VI = 100-referencen (H). L og H er 40 °C-viskositeterne for de to referenceolier, der deler din olies 100 °C-viskositet (Y).
Når U ligger over H, er oliens VI under 100, og VI følger en lineær interpolation mellem L- og H-referencerne (ASTM D2270-24, §5.2.3, Eq 3, p. 2):
Når U ligger under H, er oliens VI 100 eller derover, og en logaritmisk formel tager over (ASTM D2270-24, §5.2.4, Eqs 6–7, p. 2):
Standardens egne regneeksempler viser begge: et 40/100 °C-par på 73,30 og 8,86 mm²/s giver VI 92 (ASTM D2270-24, §5.2.3.1, p. 2), mens 22,83 og 5,05 mm²/s giver VI 156 (ASTM D2270-24, §5.2.4.1, p. 2). Resultatet angives til nærmeste hele tal efter afrundingsmetoden i ASTM E29, så en værdi præcis midtimellem rundes til nærmeste lige tal — 116,5 angives som 116 (ASTM D2270-24, §6.1, p. 4). Det er en regel, ikke en fejl, og en widget, der returnerer 116 ud fra tilsyneladende 116,5, opfører sig korrekt.
VI har ingen nedre grænse
En ting overrasker folk: viskositetsindekset er beregnet, ikke afgrænset nedadtil. ASTM D2270 fastsætter kun et afslag på input-siden — VI "is not defined and shall not be reported" for olier under 2,0 mm²/s ved 100 °C (ASTM D2270-24, §5.2.1, p. 2) — og tabellerer i øvrigt referencer helt ned til 2,0 mm²/s ved 100 °C uden nogen bund på resultatet (ASTM D2270-24, Table 1, p. 3). Når en olie er mere temperaturfølsom end VI = 0-referencen, bliver U større end L, tælleren i den lineære formel ovenfor bliver negativ — og beregningen giver ganske enkelt et negativt VI. Det er et gyldigt beregnet resultat for olier med reelt dårlig temperaturadfærd — visse stærkt naftenske og visse procesolier ligger der — ikke en fejl, der skal klemmes væk.
Forbeholdet er præcision, ikke gyldighed. Metodens reproducerbarhed på 2 VI-enheder er kun fastlagt over VI 79–164 (ASTM D2270-24, Table X3.1, p. 6); under det område er tallet uefterprøvet med hensyn til præcision og bør læses som vejledende. Vores beregner gør netop det: den angiver den beregnede værdi, negativ eller ej, og under VI 79 tilføjer den en note om, at resultatet ligger uden for det område, hvor metoden har karakteriseret reproducerbarheden. Den nægter ikke at vise et lavt resultat, og den runder det ikke op for at se respektabelt ud.
Hvad VI ikke fortæller dig
Det er denne del, der betyder mest, for det er her, de fleste tager fejl. Viskositetsindekset beskriver én ting: hvordan viskositeten ændrer sig med temperaturen mellem 40 og 100 °C. Det siger intet om oxidationsstabilitet, additivindhold, luftudskillelse, skum, vandudskillelse, gennemslagsspænding — eller selve viskositetsniveauet. To olier med samme VI kan være vidt forskellige væsker; to olier med samme ISO VG kan have meget forskellige VI'er.
VI er en konstruktionsparameter, ikke en kvalitetskarakter. "Højere VI = bedre olie" er den hyppigste misforståelse i litteraturen om smøreolie, og den er forkert allerede på overfladen: en transformerolie er bevidst lav-VI (naftenske baseolier ligger typisk et godt stykke under 100), fordi dens konstruktionsprioritet er et lavt flydepunkt, ikke temperaturstabilitet. Den rigtige måde at læse VI på er som ét kendetegn blandt flere — nyttigt, når man skal vælge en olie, hvis viskositet skal holde sig stabil over et bredt temperaturområde, og nyttig i tilstandskontrol som en indikator for forurening og nedbrydning af viskositetsforbedrere, men aldrig som en selvstændig dom over oliens kvalitet.
Læs det med dets usikkerhed
VI bliver også rutinemæssigt overlæst. Selve beregningen er eksakt; al dens usikkerhed kommer fra de to viskositetsmålinger (ASTM D2270-24, §X3.1, p. 5). For D445-input over det testede område er reproducerbarheden af VI 2 VI-enheder — to laboratorier på samme prøve bør ikke afvige mere end 2 VI-enheder mere end én gang ud af tyve (ASTM D2270-24, Table X3.1, p. 6; §X3.3, p. 5). Den praktiske regel følger direkte: en forskel på en eller to VI-enheder mellem to olier, eller mellem to laboratorier, ligger inden for metodens støj. Træf ingen beslutning på det grundlag.
Prøv det selv. Vores viskositetsindeks-beregner beregner VI efter ASTM D2270 ud fra dine kinematiske viskositeter ved 40 °C og 100 °C og viser resultatet med afrundingsreglen og reproducerbarhedsbåndet ved siden af — så du med det samme kan se, om en forskel mellem to olier er reel eller ligger inden for metodens støj.
Beregneren beregner VI efter ASTM D2270, som bruger samme reference-olie-system (L/H), samme Tabel 1 og samme ligninger som ISO 2909, så ISO-orienterede brugere får samme svar (ISO 2909:2002, §6 + Tabel 1; ASTM D2270-24, §5 + Tabel 1). Den nægter at angive et VI, når viskositeten ved 100 °C er under 2,0 mm²/s, fordi VI ikke er defineret og ikke må angives under den grænse (ASTM D2270-24, §5.2.1, p. 2) — den fortæller dig hvorfor i stedet for at returnere et misvisende tal. Den oplyser ASTM E29-afrundingsreglen under resultatet, og den bærer en fast fodnote: Viskositetsindeksets reproducerbarhed er ±2 VI-enheder (ASTM D2270 Table X3.1); forskelle mindre end dette ligger inden for metodens støj. Der er ingen grøn/rød "god/dårlig"-farvning af resultatet — det ville genindføre netop den kvalitetskarakter-misforståelse, artiklen er bygget til at aflive. Beregneren findes også som selvstændig værktøjsside med standardens regneeksempler klar til indlæsning.
7. ISO VG: indkøbets sprog
Når et gearskilt eller en olietromle siger "ISO VG 320", kommer den betegnelse fra ISO 3448 — den internationale klassifikation, der sorterer industrielle smøreolier i diskrete viskositetsgrader efter deres kinematiske viskositet ved 40 °C. Der er 20 grader, fra VG 2 til VG 3200, der spænder fra 2 til 3200 mm²/s ved 40 °C (ISO 3448:1992, §3.1, p. 1). Hver grad betegnes med det nærmeste hele tal til sin midtpunktsviskositet, og et bånd på ±10 % omkring det midtpunkt er tilladt (ISO 3448:1992, §3.2, p. 1). En ISO VG 46-olie har altså en nominel viskositet på 46 mm²/s ved 40 °C og må retmæssigt ligge alt fra 41,4 til 50,6 mm²/s (ISO 3448:1992, Table 1, p. 2).
Graden er udelukkende en etiket for viskositetsniveau. ISO 3448 siger udtrykkeligt, at "the classification implies no quality evaluation, and provides information only on the kinematic viscosity at the defining temperature of 40 °C" (ISO 3448:1992, §3.4, p. 1). Den fortæller intet om oxidationsstabilitet, additivindhold, vandudskillelse, luftudskillelse eller dielektriske egenskaber — og intet om temperaturadfærd, som overlades til viskositetsindekset.
Netop det sidste er den anden misforståelse, der er værd at tage livet af: VG og VI er uafhængige. VG-tallet er viskositetsniveauet ved 40 °C; VI er hældningen på viskositets-temperaturkurven. De er ortogonale — det ene siger intet om det andet. En VG 32-olie kan have VI 95 eller VI 160 — begge er retmæssige VG 32-olier, og graden alene fortæller dig ikke hvilken. En komplet viskositetsspecifikation parrer derfor en ISO VG med et minimums-VI; den ene alene er det halve billede.
I vores eget feltarbejde svarer graderne nogenlunde til anvendelser — VG 32/46/68 til hydraulik- og turbinesystemer, VG 100–150 til gear- og lejeolier, VG 220/320/460 til vindmøllegear og tunge industrigear. Den sammenhæng er TriboTechs driftserfaring, ikke en del af ISO 3448: standarden tildeler ingen anvendelser til sine grader (ISO 3448:1992, §3.4, p. 1). Det er en nyttig pejling, men autoriteten for, hvilken grad en given maskine kræver, er OEM'en, ikke klassifikationen.
Etiketbåndet er ikke vinduet for olie i drift
Der ligger en fælde i det ±10 %-bånd, og den fanger folk i tilstandskontrol. ±10 %-båndet, der definerer "ISO VG 32", er en fabriksetiket på ny olie — det siger, hvad der retmæssigt må sælges som VG 32, ikke hvad der er acceptabelt, når olien først er i drift. Tolerancen for olie i drift er langt strammere. For turbineolier markerer ASTM D4378 en viskositetsændring på ±5 % fra udgangsværdien som det punkt, hvor man skal undersøge sagen — samme grænse for dampturbiner og gasturbiner (ASTM D4378-24, Table 5 og 6) — fordi en forskydning på 5 % allerede er et tegn på forurening, forkert efterfyldningsolie eller nedbrydning, ikke på en ny etikettering.
Også referencepunktet flytter sig. Den samme olie, der retmæssigt kunne sættes i drift hvor som helst inden for etiketbåndet 28,8–35,2 mm²/s, overvåges — når dens egen udgangsværdi først er fastlagt ved idriftsættelsen — mod et snævert vindue omkring den værdi, ikke omkring gradens midtpunkt. Et viskositetsresultat på en olie i drift læses altså op mod enhedens idriftsættelsesværdi, ikke op mod den grad, den blev købt under. At sammenligne det med det brede etiketbånd er den fejl, der får et reelt problem til at se ud, som om det stadig er "inden for grad".
8. Hvorfor viskositet måles på transformervæsker
Alt indtil nu har været smøreoliehistorien: viskositet optager belastning og adskiller flader. En transformervæske gør ingen af delene. Den er ikke en smøreolie — den ligger ikke mellem glidende flader — så hvorfor overhovedet måle dens viskositet? Og den måles ikke som en fast kassationsparameter på hver eneste transformerrapport; på de fleste væskefamilier er det en karakteriserings- eller undersøgelsesanalyse, der køres, når noget andet peger på den. Men viskositeten styrer stadig to opgaver, væsken faktisk udfører, og specifikationerne er bygget op om dem.
For det første køling: væsken er varmetransportmediet, og i naturligt kølede konstruktioner giver lavere viskositet bedre konvektiv cirkulation og hurtigere varmebortledning fra viklingerne. For det andet koldstart og imprægnering: viskositeten ved lav temperatur afgør, om væsken cirkulerer ved indkobling i et koldt klima, og hvor godt den imprægnerer celluloseisolationen. Viskositetsgrænserne i specifikationerne for transformervæsker handler om varmetransport og koldflydning — aldrig om filmstyrke.
Det er derfor, grænserne er forskellige fra væskefamilie til væskefamilie, og det er derfor, de er skrevet forskelligt:
| Væskefamilie | Specifikation | Viskositet ved 40 °C | Hvorfor |
|---|---|---|---|
| Mineralolie | IEC 60296 | maks. 12 mm²/s | Lavviskos naftensk; bedst konvektion og lavt flydepunkt |
| Naturester | IEC 62770 | maks. 50 mm²/s | Esterkemien er i sig selv mere viskos; den højere grænse accepteres, og kølekonstruktionen indrettes derefter |
| Syntetisk ester | IEC 61099 | maks. 35 mm²/s | Mellem mineralolie og naturester |
| Silikone (PDMS) | IEC 60836 | 40 ± 4 mm²/s | Én defineret væske med fast grad; båndet bekræfter identitet, det er ikke et ydeevneloft |
| Silikone (PDMS) | ASTM D4652 | 35–39 mm²/s | Strammere øvre grænse end IEC; en væske på 41–44 mm²/s består IEC, men dumper ASTM |
Mineralolie specificeres som et maksimum, fordi lavere altid er bedre for køling og koldflydning. Estere er i sig selv mere viskose — længere kæder, esterbindingen — så deres maksima er lempet, og afvejningen accepteres til gengæld for brandsikkerhed og bionedbrydelighed. Silikone specificeres som et bånd omkring en nominel værdi, fordi transformergrads-PDMS i praksis er én defineret væske; her bekræfter viskositetstallet identiteten frem for at sætte loft over ydeevnen.
Hvad en viskositetsændring på olie i drift betyder, familie for familie
På en sund gear- eller hydraulikolie holder viskositeten sig i al væsentlighed stabil i drift — en forskydning på mere end nogle få procent betyder allerede forurening, forkert efterfyldningsolie eller nedbrydning i et sent stadie (ASTM D6224-23, Tables 3–4), ikke normal ældning. På en transformerolie er det samme historie, og netop den fælles stabilitet er det, der gør enhver ændring diagnostisk.
For mineralolie siger vedligeholdelsesstandarden det ligeud: "Normal ageing and oxidation of the oil will not significantly affect its viscosity" (IEC 60422:2013, §5.15). Derfor behandler IEC 60422 viskositet som en karakteriseringsparameter — en særlig undersøgelsesanalyse, ikke en kassationsgrænse. Det er også derfor, en viskositetsændring på en transformerolie læses som et tegn på forurening frem for ældning: stigende viskositet peger på en tungere olie som forurening eller på kraftig oxidation, faldende viskositet på fortynding med en lettere væske. Den rutinemæssige overvågning rettes i stedet mod vand, gennemslagsspænding, syretal og dielektrisk tabsfaktor — de parametre, der faktisk flytter sig med alderen.
For naturester skal man passe på, hvad man opfatter som en grænse — og op mod hvad. To standarder er i spil, og de gør hver sit. IEC 62770 specificerer kun viskositet for ubrugt væske — figuren "+30 % efter oxidationsstabilitetsprøven" er et laboratorieacceptkriterium på ny væske, ikke en kassationsgrænse for olie i drift (IEC 62770:2024, Table 2). Drifts-siden styres af vedligeholdelsesstandarden IEC 62975:2021, og den kræver en omhyggelig læsning, for den modsiger tilsyneladende sig selv: Table 2 anfører viskositet (afsnit 9.4, målt efter ISO 3104 / ASTM D7042) under Gruppe 1 – Rutineprøver, men netop §9.4 bærer stadig sætningen "this is not a routine test". Spændingen er ikke en fejl i standarden — den opløses i samme afsnit. §9.4 fortsætter med, at begrænset oxidation under normal drift ikke flytter viskositeten nævneværdigt, og deri ligger forklaringen: viskositet hører med i rutinesættet, men tallet ændrer først dommen, når syretal og dielektrisk tabsfaktor allerede ligger tæt på deres grænser, og indholdet af oxidationsinhibitor er faldet under 70 % af udgangsværdien. Det er den læsning, der forener tabellen og noten. Handlingsbåndene angives som procentvis stigning over væskens egen udgangsværdi — God under 10 %, Acceptabel 10–15 %, Dårlig over 15 % (IEC 62975:2021, Table 5). Viskositeten er her den bekræftende aflæsning for oxidativ fortykkelse og polymerisering, ikke den ledende indikator: hydrolysevejen viser sig først i syretallet, og oxidationen i DDF og inhibitorforbrug, så viskositeten læses sammen med dem snarere end alene. IEC 62770 overlader desuden lavtemperaturadfærden til IEC 61868 — naturestere kan vise flydepunktsstigning eller krystaldannelse, når de holdes under 0 °C, og IEC 62770 §4.2.3 anbefaler yderligere viskositetsmåling ved lav temperatur efter IEC 61868 med forlængede henstandstider. Det er det samme forbehold for koldt klima, der blev nævnt i §4.
For silikone ændrer viskositeten sig "rarely … even after long periods of service" (IEC 60944:1988, Clause 2.3), og Si-O-rygraden oxiderer ikke til sure produkter — så enhver betydelig viskositetsforskydning er et stærkt tegn på forurening eller kraftig, langvarig overophedning, aldrig på normal ældning. Silikone er den familie, hvor en viskositetsændring mest utvetydigt er selve forureningssignalet.
Et par ord om, hvad det betyder for den løbende rapportering. På naturester holder TriboTech viskositet som en fast linje på rapporten, og IEC 62975:2021 bakker op om det — viskositet ligger i Gruppe 1 – Rutineprøver (Table 2), ikke i et perifert, udløst sæt. Grunden til den faste linje er familiens oxidative fortykkelse: oligomererne hæver viskositeten, før der dannes tungere polymerer, og det er værd at følge mod en løbende udgangsværdi. Hvornår tallet så skal udløse en handling, er betingelsen fra §9.4 ovenfor — den gentager vi ikke her. På mineralolie, syntetisk ester og silikone er viskositet derimod ikke en fast linje på rapporten — det er en undersøgelsesanalyse, man bestiller, når et andet resultat (et tegn på forurening, en uforklaret bevægelse i DDF, en mistanke om sammenblanding) giver anledning til at stille spørgsmålet. Det stemmer med, at IEC 60422 behandler viskositet som en karakteriseringsparameter og ikke en kassationsgrænse: man griber fat i den, når resten af dataene siger, man skal — ikke på hver eneste prøve.
Tråden er den samme, som løber gennem hele artiklen: læs tallet op mod den rigtige reference. For en smøreolie er den reference Stribeck-kurven og gradbåndet; for en transformervæske er det køleopgaven og familiespecifikationen — og på en transformerolie betyder en viskositet, der har forskudt sig ud over målestøjen, som regel, at der er kommet noget i tanken, eller at oxidationen er sat ind — ikke at olien bare er ældet. Det samme gælder en gearolie, hvor en viskositetsforskydning også læses som et fund.
Det, du skal tage med
Tre tal, tre opgaver. Målemetoden (D445, D7042 eller D7483) fortæller dig viskositeten, med en præcision der afhænger af metoden — og fastsætter aldrig en grænse. ISO VG fortæller dig viskositetsniveauet ved 40 °C, og intet andet. Viskositetsindekset fortæller dig, hvordan viskositeten ændrer sig mellem 40 og 100 °C — en konstruktionsparameter, uafhængig af graden, og ikke en dom over kvaliteten.
Og den rigtige reference afhænger af, hvad væsken laver. På en smøreolie optager viskositeten belastning, du læser den op mod gradbåndet og Stribeck-kurven, og en sund olie flytter sig næsten ikke — så en ændring er et fund om forurening eller slid, ikke et udtryk for ældning. På en transformervæske udfører den en anden opgave — køling og koldflydning, ikke at optage belastning — du læser den op mod familiespecifikationen, og det er samme historie: den flytter sig næsten ikke med alderen, så en ændring er et tegn på forurening, ikke en slidindikator — og netop derfor er viskositeten på de fleste transformervæsker en analyse, der udløses af noget andet, frem for en fast linje på rapporten.
Den praktiske disciplin, der binder dem alle sammen, er at læse hvert viskositetstal med dets temperatur og dets usikkerhed: et resultat uden sin temperatur er ikke et resultat, en VI-forskel under 2 enheder er støj, og en viskositet væk fra sin udgangsværdi er et fund, man skal forfølge, ikke runde væk. Læser man tallene på den måde, holder viskositeten op med at være den oftest fejllæste smøreolieegenskab og bliver den første, man har tillid til.
Har du et viskositetsresultat, du gerne vil have læst rigtigt? TriboTech vurderer tilstanden af smøre- og isolationsvæsker op mod den rigtige specifikation for dit anlæg — ikke op mod målemetoden, og ikke op mod et leverandørmarkedsføringstal. Kontakt os, eller læs mere om vores olieanalysearbejde.
Refererede standarder
Metoderne på denne side er forankret i disse standarder — følg hver enkelt ind i vores standardbibliotek.
Sæt Teori ud i Praksis
Prøv vores interaktive Duval-diagnoseværktøjer eller brug vores nye samlede workflow til at analysere dine transformatoroliedata.